

Обработка стружки можно разделить на следующие операции: сверление, растачивание, развёртывание, токарная обработка, растачивание, фрезерование, протяжка и проталкивание, строгание и долбление.
Эти процедуры можно разделить на две группы в зависимости от характера лечения:
1. Непрерывное — сверление , растачивание , развертывание , токарная обработка , растачивание , протяжка и толкание , строгание и долбление.
2. Прерывистое — фрезерование.
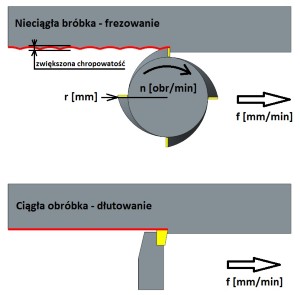
Рис. 1. Сравнение непрерывного и прерывистого методов обработки.
Непрерывная обработка характеризуется тем, что для получения желаемой поверхности лезвие, после погружения в материал, перемещается по траектории резания до самого конца, таким образом приобретая форму поверхности в соответствии с формой режущей кромки. или метод нарезки дорожек на поверхности.
В современных станках это прямые, спиральные или винтовые траектории. Это ограничивает получаемые непрерывным методом поверхности плоскими, цилиндрическими, винтообразными поверхностями или с любыми формами профиля (любое поперечное сечение, которое чаще всего рисуется по прямой линии). Любые формы, например криволинейные поверхности, в настоящее время получают при обработке на фрезерных станках (чаще всего числовой).
Метод такой обработки также направляет инструмент по заданной траектории, но это вращающийся инструмент, лезвия которого постоянно проникают в материал и выходят из него, прерывисто формируя поверхность (рис. 1). ухудшает шероховатость, которая может быть получена в процессе резки. Его можно улучшить только за счет уменьшения подачи f инструмента, что увеличивает время обработки, и увеличения скорости вращения n инструмента, который имеет ограничения в виде максимальной скорости вращения шпинделя станка или допустимой скорости резания Vc. , за пределами которого лезвие инструмента подвержено быстрому износу.
Отдых в Мексике: Что посмотреть и чем заняться

В этом районе есть на что посмотреть и чем заняться, от древних руин до однодневной поездки на остров Косумель, где вы можете заняться сноркелингом, дайвингом, кайтсерфингом сколько душе угодно или выбрать популярные экскурсии. Итак, если вы думаете о празднике в Канкуне в этом году, когда вам стоит поехать и какие достопримечательности лучше всего посмотреть, пока вы там?
Когда лучше отдыхать в Канкуне?
Неплохое время для посещения этого туристического мексиканского города — круглый год здесь жарко и оживленно! Если вы любите отдых на солнце, то Канкун — это место для вас. Средняя температура комфортно находится между 23 ° C — 28 ° C в течение года и регулярно поднимается выше 30 ° C. С апреля по ноябрь вы найдете самые высокие температуры с палящими днями и приятными ночами, чтобы получить праздничный загар, и даже в зимний период вы редко встретите термометр, опускающийся ниже 21 ° C.
Текущие возможности непрерывной резки на фрезерных станках
Изначально фрезерные станки были станками с вращающимися инструментами, то есть на основе прерывистой обработки. Со временем были созданы различные конструкции и специальные держатели инструмента, которые позволяли устанавливать неповоротные инструменты на фрезерные станки, такие как токарный нож или долото, что позволяло выполнять на этих станках непрерывные операции обработки, такие как токарная обработка, долбление, строгание.
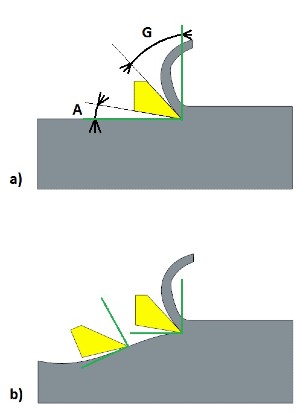
Рис. 2. Непрерывная обработка а) прямой б) криволинейной поверхности
Обработанные таким образом поверхности могут быть только простыми поверхностями, такими как плоскость, цилиндр, потому что это, в некотором смысле, применяет существующие операции механической обработки к фрезерному станку, такие как токарная обработка или долбление.
Основным ограничением применения непрерывной резки любых криволинейных поверхностей на фрезерном станке является геометрия лезвия и его ориентация по отношению к заготовке (рис. 2).
Чтобы обеспечить наилучшие условия резания для любого спроектированного лезвия, его следует поддерживать как можно ближе к номинальному заданному углу A (рис. 2а). Следовательно, для непрерывной обработки криволинейных поверхностей этот угол должен плавно изменяться во время обработки (рис. 2б).
При использовании динамических 5-осевых станков появляется широкий спектр поверхностей, которые можно изготавливать стандартными инструментами, например токарными инструментами. В основном это открытые поверхности из-за необходимости ускорения и замедления инструмента, связанного с минимальной скоростью резания Vc.
Метод непрерывной резки криволинейных поверхностей в простейших вариантах может быть запущен с использованием стандартных методов программирования в CAM- системе плюс незначительные исправления кода.
Пример такой обработки с постоянным заданным углом к обрабатываемой поверхности показан на рис. 3. На рисунках 4 и 5 показан пример стратегии обработки с возвратными движениями из-за неосевой природы режущей кромки инструмента по отношению к ось шпинделя.
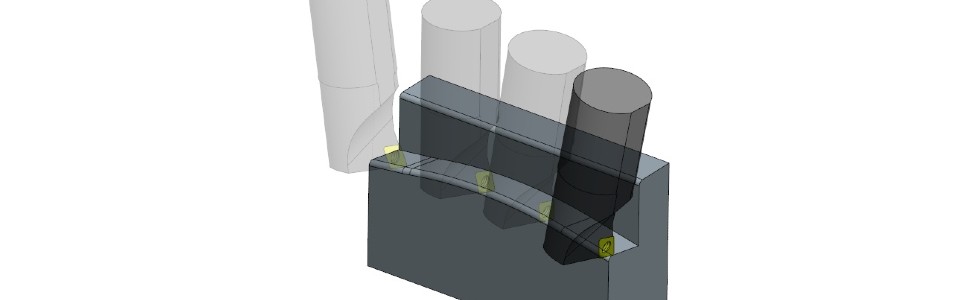
Рис. 3. Формование поверхности непрерывным резанием с постоянным задним углом.
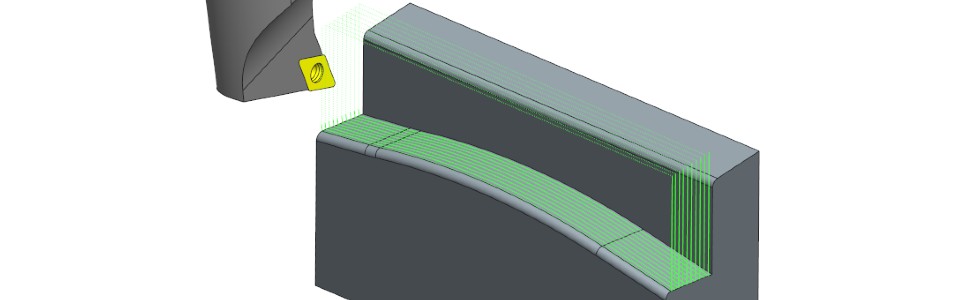
Рис. 4. Пример стратегии обработки с использованием стандартного токарного прутка.

Рис. 5. Пример стратегии обработки с использованием стандартного токарного прутка.
Сфера применения стратегии обработки может быть расширена за счет использования специальных хвостовиков инструмента с использованием имеющихся на рынке режущих пластин — как токарных, так и фрезерных. Пример таких инструментов показан на рис. 6. Такие инструменты должны характеризоваться соответствующим расположением режущей кромки по отношению к оси шпинделя, что позволит легко программировать в существующих CAM-системах.
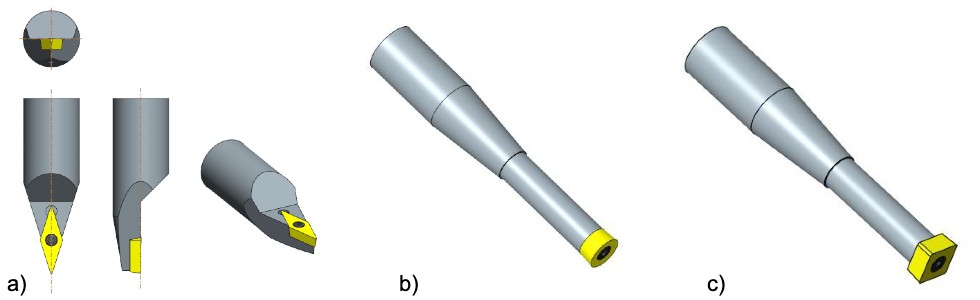
Рис. 6. Примеры специальных инструментов с режущей кромкой, расположенной соответствующим образом по отношению к оси держателя инструмента.
a) Центрально — например, для использования на траекториях с CAM как эквивалент сферической фрезы, работающей перпендикулярно обрабатываемой поверхности
b) Центрально — например, для использования на траекториях с CAM в качестве эквивалента концевой фрезы, работающей с углом (не требуется позиционирование оси S)
c) Многолезвийный — пример инструмента с прямоугольной режущей кромкой по центру для использования при обработке детали с четырех сторон без необходимости индексации оси S.
Такие решения устранят холостые возвратные движения на станках, оборудованных управляемой осью шпинделя инструмента (по крайней мере, индексируемым образом), и расширят диапазон поверхностей, которые могут быть обработаны. Некоторые из стратегий также могут выполняться на станках без оси S из-за использования правильно расположенной режущей кромки. Примеры стратегий обработки с использованием специальных инструментов показаны на рис. 7 (а, б, в, г, д).
Ниже приведены примеры стратегий обработки со специальными инструментами: Рис. 7 (a, b, c, d, e) ⬇⬇⬇
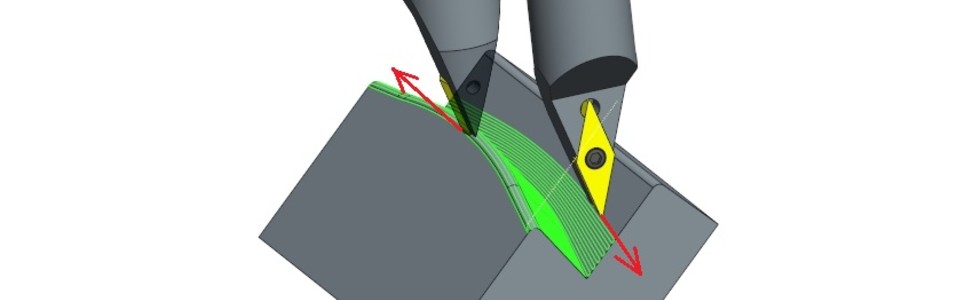
Рис. 7a) Использование стандартной траектории CAM благодаря использованию специального вала, который устанавливает режущую кромку пластины в правильное положение относительно оси шпинделя. Одновременная 4-осевая или 5-осевая обработка с индексацией 6-й оси шпинделя
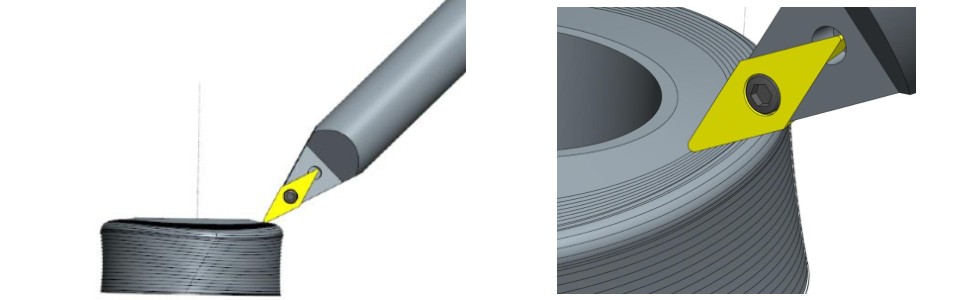
Рис. 7b) Использование стандартной спиральной траектории из среды CAM таким образом, чтобы угол плоскости режущей кромки контролировался, например, осью наклона 5-осевого фрезерного стола, и соответствующим направлением передняя плоскость к вектору скорости инструмента контролируется индексированием оси шпинделя S и одновременным управлением поворотной осью стола станка.
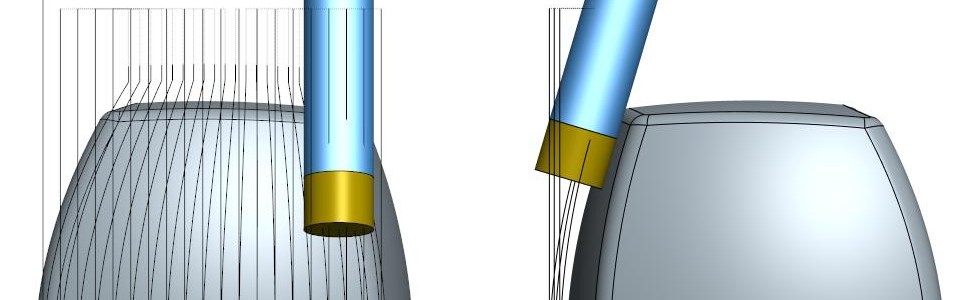
Рис. 7c) Пример обработки специальным инструментом с использованием типовой траектории CAM с плавным регулированием угла заднего зазора по 4-й оси. Конструкция инструмента и использование соответствующей стратегии не заставляют управление оси S шпинделя устанавливать соответствующее направление передней плоскости по отношению к вектору скорости инструмента.
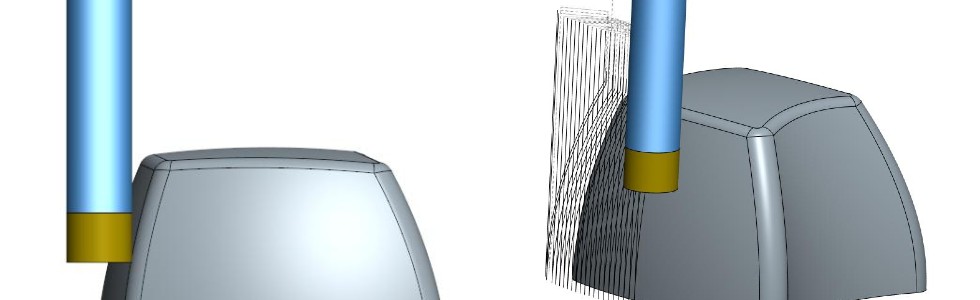
Рис. 7d) Пример CC-обработки специальным инструментом с использованием 3-осевой стратегии. Недостатком такого подхода является отсутствие контроля угла просвета.
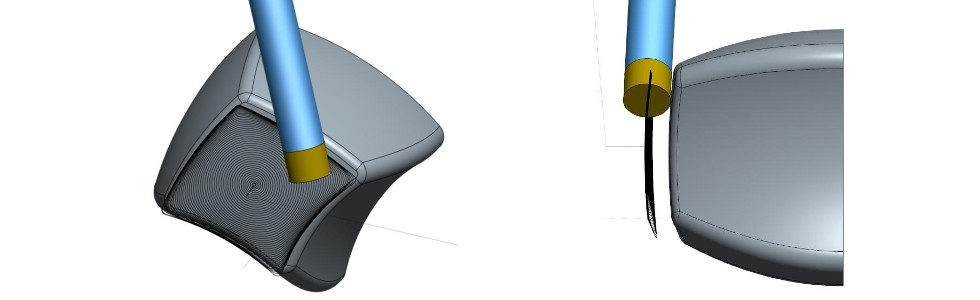
Рис. 7e) Винтовая стратегия с плавным регулированием угла просвета и соответствующего направления плоскости атаки по отношению к вектору скорости. Благодаря использованию специального инструмента плавное управление направлением передней плоскости может быть реализовано с помощью оси вращения стола, например, C вместо оси шпинделя S. Конструкция такого инструмента уменьшает 6-ось. проблема к 5-осевой задаче
Наибольшее распространение метод непрерывного резания будет получен на 6-осевых станках с кинематикой трех линейных осей XYZ, осью наклона, например, A, поворотной осью, например, C, и осью шпинделя с плавным регулированием, как показано на рисунке 8. Такая решение позволит проложить любые траектории на фрезерных станках с плавным поддержанием постоянного угла зазора, контролируемого осями A и C в обсуждаемом примере с машиной с так называемой «опорой» и соответствующим направлением передней плоскости к вектору скорости V инструмента, управляемому осью шпинделя S. Он показан на рис.
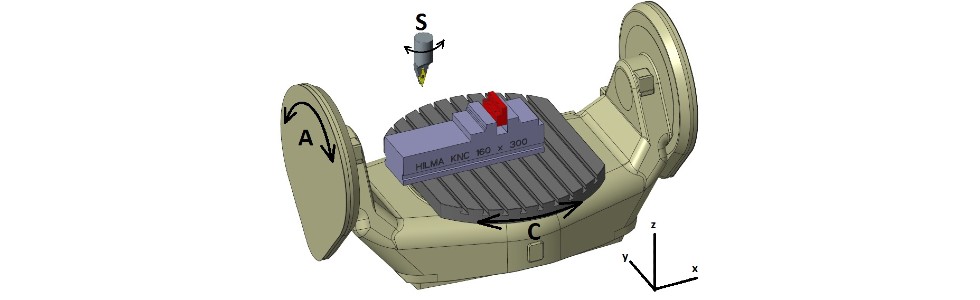
Рис. 8 Примерная кинематика 6-осевого станка
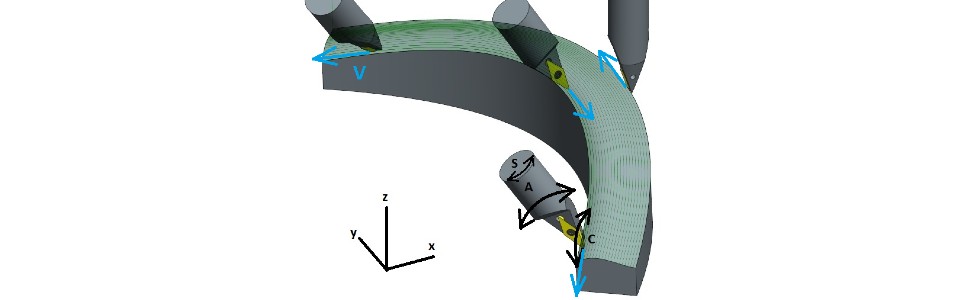
Рис. 9. Пример стратегии непрерывной обработки резанием с использованием 6-осевого станка.
Преимущества метода непрерывного резания при обработке криволинейных поверхностей по сравнению с классическим методом фрезерования
— короткое время обработки за счет использования высоких скоростей подачи, которые в случае классического метода могут быть в несколько десятков раз ниже для самых маленьких инструментов.
— очень хорошая шероховатость по сравнению с классическим методом, у него нет вращающегося компонента инструмента
— возможность использования углов с минимальным радиусом в несколько сотых миллиметра при сохранении очень высокой жесткости, что невозможно при классическом методе фрезерования острых углов на вогнутых поверхностях.
— повышенная долговечность шпинделя за счет нулевой скорости вращения во время обработки
— использование значительно более дешевых лезвий в виде готовых токарных или фрезерных пластин по сравнению с вращающимися инструментами, такими как монолитные фрезы
— повышение долговечности самого полотна за счет низкой скорости резания, равной подаче, в классическом методе с инструментами большего размера в несколько мм всегда берется максимальная скорость резания, а в случае малых диаметров инструмента , эта скорость очень часто ограничивается только максимальной скоростью вращения шпинделя, которая переводится в небольшую подачу (из условия fz- подача на зуб)
Недостатки и ограничения метода.
— необходимость использования 4- и 5-осевых станков для формирования большей части криволинейных поверхностей
— ограничения обрабатываемых поверхностей из-за выбега инструмента, для получения минимальной скорости резания необходимо пространство до того, как лезвие войдет в материал ( То же касается выхода лезвия из материала)
— проблемы с обработкой вогнутых поверхностей с малым радиусом кривизны по линии реза из-за размеров режущих пластин
— необходимость использования быстрых и динамичных станков из-за скорости резания Vc, который равен подаче f.
 Аккумуляторная дрель-шуруповёрт: как зафиксировать соединения
Аккумуляторная дрель-шуруповёрт: как зафиксировать соединения 5-осевое удаление заусенцев под высоким давлением в сочетании с процессами мойки и сушки деталей
5-осевое удаление заусенцев под высоким давлением в сочетании с процессами мойки и сушки деталей Обработка с ЧПУ
Обработка с ЧПУ
Станьте первым!